I’m at DTU (Technical University of Denmark) for a few months to study the strength and failure mechanics of flax composite laminates. In the first few weeks, I am doing lots of fabrication- something they really excel at here. This is called the vacuum infusion process, which is the same process used for most commercial wind turbine blades.

From left to right:
- Biaxial (+/-45 degrees) non-crimp (aka non-woven) flax fabric, with polyester stitches to keep the flax aligned.
- The fabric is cut into rectangles, 50cm x 70cm (this takes a very long time because it’s tough to cut through and finicky to measure)
- A stack of rectangles is placed between some “distribution media”. Distribution media is disposable material which helps to distribute the resin (aka matrix aka adhesive) evenly over the entire composite, since it will enter the stack at only one spot.
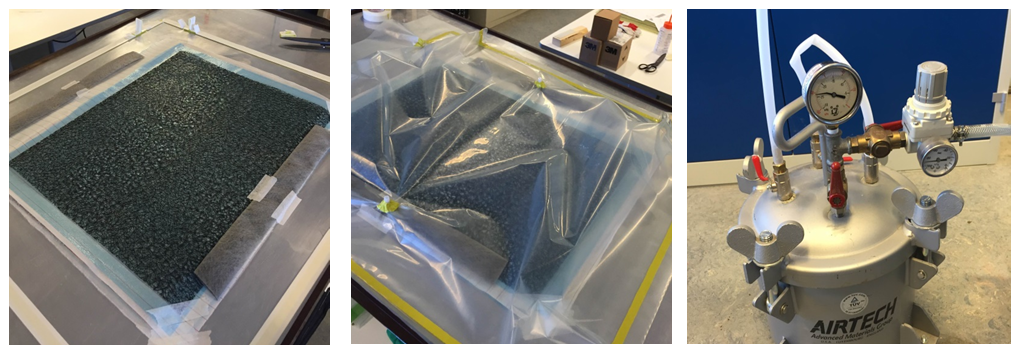
- Even more distribution media, including felt/plastic channels for the inlet and outlet tubes where resin will flow.
- A “vacuum bag” (not a bag, actually just a sheet) is taped over the top of the whole stack. It’s really important to get rid of any gaps, but the yellow tack used to adhere it to the aluminum table is very forgiving.
- A vacuum pump connects to this aluminum canister so that when excess resin gets drawn into the line, it drips into the aluminum canister and won’t get drawn into the vacuum.

- The vacuum pump is hooked up to the outlet side of the bag with the inlet plugged, and we do a vacuum test to make sure there are no gaps where air may escape to the atmosphere. Having a break in the seal is super common and will ruin all of your hard work so this step is taken very seriously.
- After the vacuum test, the inlet is unplugged and resin is allowed to flow into the system by the pressure differential created by the vacuum.
- When the resin has saturated the entire sheet the inlet is clamped. About half an hour later, the outlet will be clamped and the vacuum stopped. Then, it cures for about 24 hours at elevated temperatures. These temperatures may be reached either by using a heated surface (like the aluminum surface above) with a heating blanket on top, or by using a glass surface which can be placed in an oven.
___________________________________________________________________________________________________
Here’s a quick time-lapse of the resin travelling through the fiber stack towards the outlet tube. This 12 seconds of video represent 2-3 minutes in real life. Natural fibers are able to soak with resin much more easily than carbon or glass, which is a processing advantage because the process is faster and less susceptible to errors like air bubbles.
___________________________________________________________________________________________________
- After 24 hours of curing (and a few extra for the laminate to cool off), the vacuum bag and distribution media are removed and thrown away. Though flax fibers can be considered much more sustainable than glass fibers, vacuum infusion (used commonly for both glass/carbon and natural fibers) is by no means a sustainable manufacturing process. Many disposable plastics are used once and then have to be thrown away because they’re soaked with resin.
- The final plate has some warping and this is normal. The blackened color is just the cured resin. That itty bitty ruler is 40cm in length.
- Zoomed in, you don’t see the black color so much. It looks basically like when we started but shiny because it’s coated in a sheet of resin. And of course it’s super rigid and 8 layers thick!
The end.